Работа системы
основана на предварительной оптической обработке изображений свободно падающих горячих стеклянных капель,
вводе видеосигнала в компьютер, анализе видеопотока в реальном
времени, выделении геометрической информации, расчете объема и массы капель и статистической обработке результатов.
Система отличается низкой стоимостью и используется в действующем производстве
стеклянных бутылок
 . .
Погрешность измерения массы составляет 0,5 - 1 %.
Алгоритм обнаружения границы объекта со следящим порогом:
В системе использован алгоритм обнаружения границы объекта со следящим порогом:
 , ,
Здесь: Ф - функция Хевисайда, EФ - выходной сигнал пространственной координаты после детектирования, EV - уро-вень видеосигнала, ET - уровень порога, EC - уровень центра тяжести распределения яркости в поле изображения объекта, EB - уровень черного, p - коэффициент, определяющий относительный уровень следящего порога.
В случае достоверного определения всех этих параметров оценка геометрических характеристик объекта не зависит от его светимости.
|
Исходная битовая карта |
Помехи от конвективных
потоков воздуха и
световых ореолов |
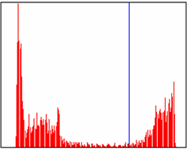
Распределения яркости
в видеосигнале |
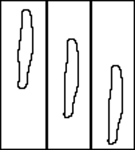
После пространственной
фильтрации и порогового
детектирования |
Система технологического контроля и анализа горячих стеклянных капель работает в условиях реального производства бутылок на
ОАО НЗ «Экран» с июля 2000 г.
|
 |
Результаты сравнения измеренных системой масс с данными прямых замеров.
По вертикали - масса в граммах (норма ТУ -390±5
г), по горизонтали - время. |
Возможно изготовление аналогичных систем с адаптированными под задачи
Заказчика техническими характеристиками
|